







































































 Unimix's new plant serves the Jumeirah Beach Residence project.
Unimix's new plant serves the Jumeirah Beach Residence project.
Unimix, one of Dubai’s leading producers of readymix concrete, has started production with the first fully containerised mobile concrete batching plant in Dubai from German specialist manufacturer Lintec for its contract on the Jumeirah Beach Residence project.
The speed of erection and dismantling, ease of installation and the quality end products produced by the plant, make it ideal for the completion of large-scale projects that require a 24 by 7 supply of readymix, according to Unimix’s managing director, Khalid Mohammed S Bakit.
Despite having a batching plant close to Jumeirah, Unimix chose to purchase the Lintec mobile system due to Dubai’s heavy traffic congestion and the restrictive use on the main highways for trucks. It was vital that the plant could be installed as close as possible to the project, thereby avoiding the use of the nearby Sheikh Zayed Highway, he says.
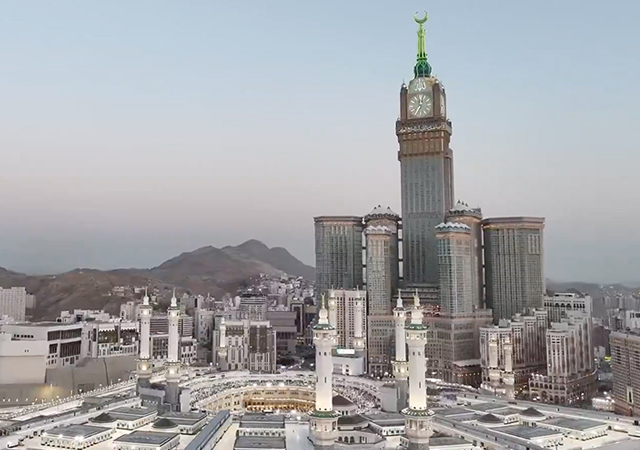
The Jumeirah Beach Residence (JBR) project forms possibly the largest ‘package’ of the Dubai Marina development. The JBR project, located along much of the beachside area of the marina will feature 36 residential and four hotel towers to provide a luxury prestigious development comprising almost 6,500 housing units, luxury apartments, penthouses and beach clubs.
Piling work is well under way on many of the proposed towers with Unimix supplying readymix concrete for a variety of piles ranging in diameter from 800 mm to 1,000 mm and lengths varying from18 m to 36 m deep.
Operating round-the-clock, the Unimix plant produces 200 tonnes per hour (tph) of a variety of products for the foundations award. The plant is served by a fleet of up to 30 mixer trucks, with a capacity of nine cu m to 12 cu m, for delivery to the adjacent site.
The installation is also located alongside the Sheraton Hotel Beach Resort, a busy centre for tourists and therefore needed to conform to strict environmental controls regarding noise, dust and heat emissions.
Concept of containerisation
Commenting on the benefits of the containerised concept, a spokesman for Lintec says: “The concept, although recently introduced by Lintec, is rapidly gaining popularity with asphalt and concrete producers worldwide who need to frequently move their equipment from one project to another. Containerisation offers many advantages besides keeping transport costs and handling times down. No low loaders are needed, as the containers are never over-width or over-weight.
“The individual plant units are installed within 100 per cent ISO sea containers to provide a compact transportable system. The large base means that a container can sit on a normal compacted site surface sans the concrete foundations.
“All components are pre-installed into the respective containers at Lintec’s operation in Germany. When the equipment leaves the factory, it has been fully pre-fitted including the mixer, electrical cabinets and walkways, and test run.
“The plant is ready for fine-tuning once the pre-installed pipes and cables have been connected and production can be started within a week of delivery.”
Unimix operation
Unimix generally works with a mix of five different-sized aggregates up to a maximum size of 63 mm diameter.
“At the input of the system, two 40 ft (12 m) containers – each split into three compartments – provide aggregate storage bins thereby offering a storage area of 200 cu m. Two moisture centres within the bins ensure the automatic control of water content within the aggregate.
“Unique to the Lintec system is a pre-weighing system below the storage components, allowing Unimix to weigh the content of each respective compartment at any time - compared with a conventional weigh belt system, which only allows measurement to be made in one compartment at a time, resulting in frequent stop-start operation,” says the spokesman. ““With the Lintec system, a continuous belt operation eliminates the stop-start process, providing fast loading cycles. The belt feeds onto an 80 ft incline conveyor housed within the halves of a 40 ft container. On installation, the container is hinged open to form two units, which are bolted together at an incline angle of 29 degrees.”
The Jumeirah installation features a twin tower configuration with each tower comprising a mixer unit and weighing unit, this time installed within 20 ft ISO containers.
The height of the mixing compartments is determined so as to allow easy drive-in access and loading of the cement trucks beneath the mixer. Two 20 ft containers – once again split in half and housing instrumentation – supports the raised twin towers.
“Ten 80 cu m silos ensure an 800 cu m storage capacity with five serving each twin tower. Each silo comprises a 20 ft container at the base and a 40 ft unit at the top to provide a 60 ft height. All the silos are equipped with piping to allow easy dust-free filling by a pneumatic conveying system. The installation also features a 25 cu m microsilica silo located on top of the weighing container providing automatic injection as required.
“Since Unimix blends the mix itself, each twin tower can be served with cement, flyash and ground granulated blast furnace slag (GGBS).
“In order to ensure operation throughout the high day-time temperatures of summer experienced in the Gulf – often in excess of 40 deg C – Unimix has opted to use an ice flake system to cool the final mixed product. Supplied by KTI Plersch K?ltetecnik, the ice weigher is installed at the foot of the incline conveyor for automatic mixing with the aggregate.
“Once the project is completed, the complete installation can be easily dismantled and moved to the next location in just two days,” the spokesman says.

















